

Szerző: Weibo
Dátum: Jun 15, 2026
Melyik a jobb kúpos vagy párhuzamos ikercsigás extruder?
A kúpos és a párhuzamos ikercsigás extruder közötti választásnál a válasz az adott alkalmazástól függ. Merev PVC, PVC profilok, csövek és fa-műanyag kompozitok feldolgozásához a kúpos ikercsavar általában az extruder az előnyös megoldás kiváló kimeneti nyomása, öntisztító viselkedése az adagolási zónában és kompakt, alacsony fordulatszámú meghajtó kialakítása miatt. A párhuzamos ikercsigás extruderek előnyöket kínálnak a kompaundálás, a reaktív extrudálás és a nagymértékben feltöltött mesterkeverék gyártás során, ahol a hosszabb csavar L/D arány és a moduláris csavarkialakítás a prioritás. Ez a cikk a kúpos ikercsavarra összpontosít, és részletesen elmagyarázza, miért teljesít olyan jól a hőre lágyuló műanyag extrudálási feladatok széles körében.
A kúpos ikercsavaros hordórendszert két egymásba nyíló csavar határozza meg, amelyek a betáplálási oldalon lévő nagy átmérőről a nyomóvégnél kisebb átmérőre szűkülnek. Ez a geometria természetes kompressziós zónát hoz létre, amely hatékonyan növeli az olvadéknyomást, anélkül, hogy kizárólag a csavarsebességre támaszkodna. Az eredmény az alacsonyabb üzemi hőmérséklet, csökkentett nyírófeszültség és kíméletesebb anyagkezelés a nagy sebességű párhuzamos rendszerekhez képest, ami ideálissá teszi a kúpos kialakítást olyan hőérzékeny anyagokhoz, mint a merev PVC és farost kompozitok.
A Zhoushan Microwave Csavar Machinery Co., Ltd. kúpos ikercsavarokat gyárt széles átmérőarányban, beleértve a 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/80/1425, 80/1425, 8,8 mm átmérőket. Mindegyik méret testreszabott kompressziós aránnyal érhető el, a polimer összetételhez és a termék geometriájához igazítva. A vállalat 1990 óta gyárt precíziós csavaros hordó alkatrészeket, és exportál olyan piacokra, mint az Egyesült Államok, Németország, Dubai, Vietnam és Thaiföld.
Termék áttekintése: Kúpos ikercsavar kialakítás és anyagok
A kúpos ikercsavar mechanikai teljesítménye elválaszthatatlan az anyagtól és a gyártás pontosságától. Zhoushan mikrohullámú használat 38CrMoALA ötvözött acél kúpos ikercsavarjainak alapanyagaként. Ez a nitridálási minőségű acél széles körben elismert a műanyagipari gépiparban a magszívósság és a felületi keménység nitridálás utáni kiváló kombinációja miatt.
A nitridálási folyamat után a csavar felülete eléri a keménységet HV 950-1000 , 0,45-0,7 mm nitridálási mélységgel. A törékenységi besorolást 1-es vagy az alatti szinten tartják, ami megakadályozza a mikrorepedést ciklikus terhelés alatt. A felületi érdesség Ra 0,4 értéken marad, csökkentve a súrlódást az olvadék és a csavarcsatorna között, ami csökkenti az energiaveszteséget és javítja az extrudált termékek felületi minőségét. A csavar egyenességi tűréshatára 0,015 mm, ami egyenletes forgást biztosít üzemi sebességnél, rezgés okozta kopás nélkül a hengeren.
A még nagyobb kopásállóságot igénylő alkalmazásokhoz opcionális kettős ötvözetű kemény felületi réteg 60-70 HRC keménységgel lehet alkalmazni. Ezenkívül egy krómozási lépés a nitridálás után egy 0,05-0,10 mm vastag, 900 HV feletti keménységű réteget ad hozzá. Ez a krómréteg korrózióvédelmet nyújt az olyan agresszív polimerekkel szemben, mint a klórozott PVC és a halogénezett adalékokat tartalmazó égésgátló vegyületek.
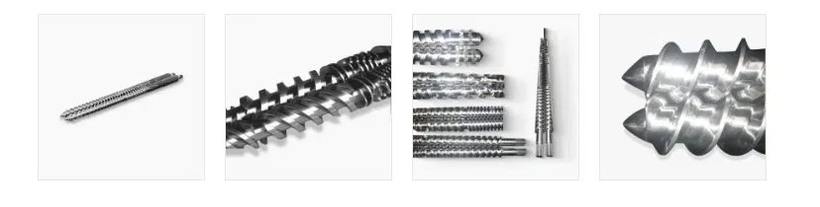
A Zhoushan Microwave Screw Machinery Co., Ltd. által gyártott kúpos ikercsavaros termékek – egycsavarok, párhuzamos ikercsavarok és kúpos ikercsavarkészletek a keresztmetszeti repülési részlet mellett.
| Paraméter | Specifikáció | Jelentősége |
|---|---|---|
| Alapanyag | 38CrMoALA | Kiváló minőségű nitridáló acél, kiváló magszívósság |
| Nitridálási keménység | HV 950-1000 | Kiváló kopásállóság a csavarmeneteknél |
| Nitridálási mélység | 0,45 - 0,70 mm | Elegendően megkeményedett réteg a ridegség kockázata nélkül |
| Felületi érdesség | Ra 0,4 | Alacsony súrlódás, egyenletes olvadékáramlás, tiszta termékfelület |
| Csavar egyenessége | 0,015 mm | Megakadályozza a vibrációt, csökkenti a hordó kopását |
| Krómozási vastagság | 0,05 - 0,10 mm | Korrózióvédelem halogénezett polimerekhez |
| Króm keménység | 900 HV min. | Meghosszabbított élettartam koptató körülmények között |
| Kettős ötvözet opció | 60-70 HRC | Maximális kopásállóság töltött vagy koptató anyagokhoz |
Az ikercsavaros extruder működési elve: Hogyan működik a kúpos kialakítás
Az ikercsigás extruder működési elvének ismerete elengedhetetlen a megfelelő berendezés kiválasztásához és a folyamatparaméterek optimalizálásához. A kúpos ikercsigás extruderben két egymással együtt forgó vagy ellentétes forgó csavar van beszerelve egy hozzáillő kúpos hengerbe. A csavarok egymáshoz illeszkednek, pozitív továbbítási műveletet hozva létre, amely az anyagot az adagológaratból a szerszám felé mozgatja.
A nagy átmérőjű adagolózóna bőséges beviteli mennyiséget biztosít, lehetővé téve a gépnek a terjedelmes granulátumok, porok és rosszul folyó PVC száraz keverékek kezelésére. Ahogy az anyag a kisebb átmérőjű nyomóvég felé halad, a csatorna mélysége csökken, és a rendelkezésre álló keresztmetszeti terület szűkül, ami generál nyomónyomás anélkül, hogy túlzottan nagy csavarsebességre lenne szükség . Ez az alacsony fordulatszámú, nagy nyomatékú működés a kúpos ikercsavar kialakításának meghatározó jellemzője, és közvetlenül hozzájárul az olvadékhőmérséklet szabályozásához és az energiahatékonysághoz.
A kúpos ikercsavarban a nyírófűtés a kisülési átmérőhöz képest hosszabb effektív hosszon oszlik el, így több idő jut a hőenergiának az olvadékban való kiegyenlítésre, mielőtt elérné a szerszámot. Az összefonódó repülési geometria egy öntörlő hatást is létrehoz, amely folyamatosan eltávolítja az anyagot a csavarfelületekről, megakadályozva a helyi túlmelegedést vagy leromlást. Ez különösen fontos PVC feldolgozásakor, amely körülbelül 200 Celsius-fok feletti hőmérsékleten kezd lebomlani és elszíneződni.
Kúpos ikercsavaros rendszer izometrikus vázlata. D1 a nagy betáplálási átmérőt, D2 pedig a kisebb nyomóvég átmérőt jelöli. A kúpos geometria progresszív összenyomást hoz létre a csavar hossza mentén.
A fenti ikercsigás extruder diagram bemutatja, hogy a kúpos geometria hogyan hoz létre beépített tömörítési arányt a betáplálás bemenetétől a szerszámfejig. Mivel a nagy átmérőjű vége széles csatornát biztosít a porkeverékek és granulátumok befogadására, az egycsigás gépeknél szokásos adagolási problémák nagyrészt kiküszöbölhetők. A kis átmérőjű kimeneti vég egyenletes olvadéknyomást biztosít a szerszámnak minimális pulzáció mellett, ami kritikus fontosságú a méretstabil profilok és csövek előállításához.
Kúpos vs párhuzamos ikercsavar: Közvetlen műszaki összehasonlítás
Arra a kérdésre, hogy melyik a jobb – kúpos vagy párhuzamos ikercsigás extruder –, nincs egyetlen univerzális válasz, de a műszaki különbségek jól körülhatárolhatók, és a döntést meg lehet határozni. Az alábbi táblázat összefoglalja a legrelevánsabb paramétereket a publikált iparági hivatkozások alapján, beleértve a Rauwendaal C., "Polymer Extrusion", 5. kiadás, valamint a főbb OEM műszaki közlemények adatait.
| Paraméter | Kúpos ikercsavar | Párhuzamos ikercsavar |
|---|---|---|
| Tipikus L/D arány | 6 : 1 - 9 : 1 (nagy vég alapja) | 28:1-től 52:1-ig |
| Csavar fordulatszáma (rpm) | 20-50 ford./perc (alacsony fordulatszám) | 100-600 ford./perc (nagy fordulatszám) |
| Elsődleges alkalmazások | PVC cső, profilok, WPC | Összekeverés, mesterkeverék, reaktív extrudálás |
| Hajtás sebességváltó összetettsége | Alsó (a csavarok eltérnek a nagy végén) | Magasabb (párhuzamos középpontok, összetett sebességváltó) |
| Olvadékhőmérséklet-szabályozás | Kiváló (alacsony nyíróerő) | Mérsékelt-nagy nyírási hő |
| Öntörlő művelet | Jó | Jó (co-rotating type) |
| Moduláris csavarszegmensek | Nem szabványos | Standard funkció |
| Tömörítési arány rugalmasság | Több rögzített arány csavarválasztással | Moduláris szegmens átrendezéssel |
A PVC ablakprofilok gyártásához a legtöbb gépgyártó világszerte a kúpos ikercsavaros hengeres rendszert választja, mivel az alacsony csavarfordulatszám (általában 20-45 ford./perc) minimálisra csökkenti a súrlódási hőképződést, és a nagy adagolóvég áthidalás nélkül képes lenyelni a lazán csomagolt PVC száraz keverékport. 200-800 kg/h teljesítmény érhető el átmérőválasztástól függően, amely a kisprofilú extruderektől a nagy csővezetékekig a teljes skálát lefedi.
Kúpos ikercsavarméretek és átmérőarány kiválasztása
A megfelelő kúpos ikercsavarméret kiválasztása az egyik legkövetkezményesebb döntés az extruder specifikációjában. Az átmérőarány – a kis vég átmérőjének osztva a nagy vég átmérőjével – közvetlenül meghatározza a nyomatékkapacitást, a kimeneti sebességet és a csavar kompressziós viselkedését. A nagyobb nagy végátmérő fordulatonként több anyagot képes felfogni, és terjedelmesebb betáplálást tesz lehetővé, míg a kisebb átmérő nagyobb olvadékteljesítményt biztosít adott nyomáson.
A Zhoushan mikrohullámú sütő a következő szabványos átmérőarányokat kínálja: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 és 92/188 mm . Minden konfiguráció egy adott kúpos hengerhez van igazítva, kiegészítő furatgeometriával. A 80/158 és 92/188 méretek nagy teljesítményű csőextrudáló sorokhoz alkalmasak, míg a 45/90 és 50/105 méreteket általában kisprofilú és ablaktömítési alkalmazásokhoz használják. A tömörítési arányokat vásárlói képletenként testreszabják, hogy figyelembe vegyék a PVC száraz keverék típusok közötti térfogatsűrűség-különbségeket, a WPC faliszt-tartalmát és a műszaki gyantavegyületek adalékanyag-tartalmát.
Ez a vízszintes oszlopdiagram összehasonlítja a különböző kúpos ikercsavar átmérőjű konfigurációk hozzávetőleges maximális teljesítményét a merev PVC csőgyártáshoz való feldolgozásakor. A nagyobb átmérőarányok, mint például a 92/188 és 80/158 lényegesen nagyobb áteresztőképességet biztosítanak, így a nagy térfogatú csőextrudáló sorok előnyben részesített választása. A 65/132-es és 55/100-as méretek közepes méretű profil- és csőgyártásra alkalmas középkategóriát foglalnak el. A kisebb, 45/90-es és 50/105-ös méretek kiválóan alkalmasak keskeny profilokhoz, ablaktömítésekhez és speciális összetételű granuláláshoz. A teljesítményadatok tájékoztató jellegűek, és a csavar kialakításától, összetételétől és működési körülményeitől függően változnak. Ipari referenciákból és gépgyártói műszaki dokumentációból összeállított adatok.
Alkalmazások: ahol a kúpos ikercsavarok egyenletes eredményeket biztosítanak
A kúpos ikercsavaros rendszer megbízható teljesítményt mutatott a polimerfeldolgozási alkalmazások széles körében. A legjelentősebb kereskedelmi felhasználás a gyártás merev PVC profilok ablakkeretekhez, ajtókeretekhez és burkolatokhoz , ahol az állandó olvadékhomogenitás és a stabil extrudálási nyomás előfeltétele a 0,1 mm-en belüli mérettűrések elérésének. Ezekben az alkalmazásokban az alacsony csavarsebesség és az öntörlő csavargeometria megakadályozza a PVC lebomlását, a szigorúan szabályozott olvadékhőmérséklet pedig egyenletes színfejlődést biztosít a gyártás során.
A PVC csőgyártás vízellátáshoz, vízelvezetéshez és elektromos vezetékekhez egy másik nagy volumenű alkalmazási szegmenst képvisel. A csőextrudálás során a kúpos ikercsigás extruder egy csőszerszámot táplál rendkívül egyenletes olvadékkal, jellemzően 15 és 30 MPa közötti nyomáson, lehetővé téve a falvastagság változásának a specifikáción belül tartását több kilométeres futási hosszon keresztül. A kombináció a energiatakarékos alacsony fordulatszámú működés és nagy kimeneti nyomás a kúpos kialakítást gazdaságilag vonzóvá teszi a folyamatos csőgyártáshoz.
A fa-műanyag kompozit extrudálás egyre növekvő alkalmazás, ahol a kúpos ikercsavar különleges előnyöket mutat. A WPC-vegyületek 40-70 tömegszázalék falisztet vagy rizshéjat tartalmaznak, így erősen koptató hatásúak. A nagy átmérőjű betáplálási zóna jól kezeli a fa-liszt keverékek kis térfogatsűrűségét, az opcionális kettős ötvözetű vagy Xaloy-nak megfelelő kemény felületű csavar pedig biztosítja a szükséges kopásállóságot. A WPC burkolat-, kerítés- és burkolatprofilokat rutinszerűen gyártják kúpos ikercsavaros extrudereken, amelyek lefelé irányuló kalibráló- és hűtőasztalokkal vannak felszerelve.
- PVC ablakprofilok és ajtóprofilok -- Nagy méretpontosság, stabil olvadékhőmérséklet
- PVC vízellátó és vízelvezető csövek -- Folyamatos nagynyomású kimenet, szűk faltűrés
- Fa-műanyag kompozitok (WPC) -- Hatékonyan kezeli a koptató, kis sűrűségű keverékeket
- PP, PE, ABS granulálás és lemez -- A gyengéd olvadékkezelés megőrzi az anyag tulajdonságait
- Hab PVC és habosított profilok -- Szabályozott nyírás alkalmas vegyi habosítószerekhez
- Elektromos vezeték és kábelcsatorna -- Egyenletes falvastagság hosszú gyártási folyamatok során
Energiahatékonyság és folyamatstabilitás: adatvezérelt teljesítményelemzés
A fajlagos energiafogyasztás (SEC) az egyik legfontosabb gazdasági mérőszám a folyamatos termeléshez szükséges extrudáló berendezések értékelésénél. Kilowattórában van kifejezve a teljesítmény kilogrammonként, és közvetlenül befolyásolja mind az üzemeltetési költségeket, mind a gyártósor szénlábnyomát. A merev PVC-n működő kúpos ikercsigás extruderek általában ezt érik el SEC értékek 0,12-0,22 kWh/kg 0,18 és 0,35 kWh/kg közötti értékhez viszonyítva ugyanazon az anyagon, nagy sebességű párhuzamos ikercsavar konfigurációk esetén, az ipari szakirodalomban hivatkozott publikált összehasonlító kísérletek szerint, beleértve a KraussMaffei Berstorff műszaki papírokat és az SPE ANTEC eljárásokat.
A kúpos kialakítás alsó SEC értéke tükrözi a kúpos geometria hatékonyságát a motor nyomatékának olvadéknyomássá alakításában, túlzott csavarsebesség nélkül. Mivel a csavar fordulatszáma alacsony (gyakran 40 ford./perc alatt), csökken a csapágyterhelés és a sebességváltó kopási aránya, ami meghosszabbítja a mechanikai élettartamot és csökkenti a karbantartási gyakoriságot. Az olvadék hőstabilitása is jobb: az olvadékhőmérséklet ingadozása a szerszám keresztmetszetében jellemzően plusz-mínusz 2-4 Celsius-fok között marad egy jól karbantartott kúpos ikercsigasoron, míg az ugyanazt a vegyületet feldolgozó párhuzamos ikercsigasorok 5-10 Celsius-fokos ingadozást mutathatnak a szerszám ajkánál.
Oszlopdiagram, amely összehasonlítja az átlagos fajlagos energiafogyasztást három általános PVC-extrudálási konfiguráció esetében. A kúpos ikercsigás, ellentétes irányban forgó konfiguráció a legalacsonyabb átlagos SEC értéket mutatja, körülbelül 0,17 kWh/kg, ami jelentős megtakarítást jelent a nagy sebességű párhuzamos ikercsavaros alternatívákhoz képest a tartós termelésben. Az egycsigás konfiguráció köztes pozíciót foglal el a pozitív továbbítás hiánya és az olvadéknyomás növeléséhez szükséges nagyobb csavarsebesség miatt. Ezek az értékek reprezentatív iparági átlagok, amelyek a publikált szakirodalomból és a gépgyártó dokumentációjából származnak; A tényleges teljesítmény a készítménytől, a csavar kialakításától és a működési feltételektől függ. Az alacsonyabb SEC közvetlenül csökkenti a termék tonnánkénti villamosenergia-költségét, javítva a nagy mennyiségű PVC extrudálás gazdaságosságát.
Csavarok kopása és élettartama: Keménységi vonaldiagram az üzemórák függvényében
A kúpos ikercsavar élettartama az anyagspecifikációtól, a felületkezeléstől és az általa feldolgozott vegyületek koptatóképességétől függ. A műanyagfeldolgozókból összeállított hosszú távú üzemi adatok alapján a szabványos merev PVC-n működő, megfelelően meghatározott és karbantartott kúpos ikercsavar hatékony repülési távolságot (hordó-csavar) képes fenntartani a tervezési tűréshatárokon belül. 8000-12000 üzemóra . A nagymértékben feltöltött WPC-vel vagy kalcium-karbonáttal töltött vegyületeket futtató csavarokat 4000-6000 óra elteltével újra kell kondicionálni vagy cserélni.
Az alábbi táblázat szemlélteti a fogalmi összefüggést a csavarmenet csúcsánál mért effektív felületi keménység és az összesített üzemórák között három kezelési szinten: standard nitridált, nitridált plusz krómozott és kettős ötvözetű keményfelületű. Ez a kapcsolat fontos a karbantartási ütemterv megtervezéséhez és annak megértéséhez, hogy mikor válik szükségessé a csavarok cseréje a termékminőség fenntartásához.
Ez a vonaldiagram szemlélteti a koncepcionális keménységmegtartási görbéket három felületkezelési szinthez, amelyeket kúpos ikercsavarokra alkalmaznak 10 000 órás üzemidő alatt. A kettős ötvözetből készült, kemény felületű csavar élettartama során megőrzi a legmagasabb effektív keménységet, így előnyös választás a koptató alkalmazásokhoz, például a WPC-hez és a töltött PVC-keverékekhez. A nitridált plusz krómozott konfiguráció kiváló egyensúlyt biztosít a kezdeti keménység és a hosszú élettartam között a szabványos merev PVC alkalmazásokhoz. A szabványos nitridált görbe meredekebb csökkenést mutat 4000 óra után, jelezve azt a pontot, ahol a repülési távolságok elkezdhetik befolyásolni a termék minőségét. Ezek az irányzatok az általános anyagtudományi elveken és az ipari működési tapasztalatokon alapulnak; A tényleges kopás mértéke a keverék koptatóképességétől, a csavar sebességétől, a henger hőmérsékletétől és a karbantartási gyakorlattól függ. Rendszeres, 2000 órás időközönkénti méretellenőrzés javasolt a kopás észlelése érdekében, mielőtt az befolyásolná a termék specifikációit.
Radar-összehasonlítás: Kúpos ikercsavar vs párhuzamos ikercsavar vs egycsavar
A radardiagram hasznos, többdimenziós képet ad arról, hogy az extrudertípusok hogyan viszonyulnak az ipari polimerfeldolgozásban fontos kulcsfontosságú teljesítménykritériumokhoz. Az alábbi öt tengely a kimeneti nyomástermelést, az olvadékhőmérséklet-szabályozást, a takarmánykezelés sokoldalúságát, az energiahatékonyságot és a csavar élettartamát mutatja, mindegyiket 1-től 10-ig terjedő skálán értékelik a közzétett műszaki referenciaértékek és az iparági konszenzus alapján.
A radardiagram azt mutatja, hogy a kúpos ikercsavar konfiguráció a legmagasabb pontszámot éri el az öt teljesítménytengely közül négyen, ha kifejezetten merev PVC cső- és profilextrudálásra értékelik. A kimenő nyomás generálása 10-ből 9 pont, ami a kúpos kialakítás azon képességét tükrözi, hogy alacsony csavarsebesség mellett magas olvadéknyomást képes létrehozni. Az olvadékhőmérséklet-szabályozás 9-es értéket is kap, ami megfelel a gyengéd, alacsony nyírású feldolgozásnak, amely minimalizálja a PVC lebomlásának kockázatát. A takarmánykezelés 8-as értéket kap, ami elismeri a nagy átmérőjű takarmányzóna hatékonyságát a PVC száraz keverékporral. A párhuzamos ikercsavar csak azokban az alkalmazásokban ér el magasabb pontszámot, ahol a moduláris keverési sokoldalúságát értékelik, ami megmagyarázza dominanciáját a mesterkeverék és a reaktív extrudálás piacán. Az egyetlen csavar a legkiegyensúlyozottabb, de differenciálatlan profilt mutatja, megerősítve általános célú, nem pedig alkalmazásra optimalizált megoldás szerepét.
Intelligens felügyeleti és hőmérséklet-szabályozási funkciók
A modern kúpos ikercsigás extruderrendszerek egyre gyakrabban tartalmaznak valós idejű felügyeletet és intelligens vezérlési funkciókat, amelyek javítják a folyamat stabilitását és lehetővé teszik az előrejelző karbantartást. A Zhoushan Microwave egy opcionális fejlett hőmérséklet-szabályozó rendszert kínál, amely a csavar hosszának több pontján figyeli a hordózóna hőmérsékletét, lehetővé téve a kezelő számára, hogy az egyes polimerkészítményekhez szabott precíz olvadékhőmérséklet-profilokat tartson fenn. Ez különösen fontos a merev PVC esetében, ahol akár 10 Celsius-fokkal az optimális feldolgozási ablak feletti hőmérsékleti eltérések visszafordíthatatlan leromlást válthatnak ki .
Az intelligens felügyeleti rendszerek egyszerre követik nyomon a csavar fordulatszámát, a meghajtó terhelési áramát, az olvadéknyomást a szerszámfejnél és a hordózóna hőmérsékletét, és az összes paramétert megjelenítik az érintőképernyőn. Riasztási küszöbértékek konfigurálhatók minden paraméterhez, hogy figyelmeztessék a kezelőket, mielőtt egy folyamateltérés a specifikációtól eltérő termék vagy berendezés károsodásához vezetne. A távfelügyeleti képesség lehetővé teszi a folyamatmérnökök számára, hogy áttekintsék a telephelyen kívülről származó futó adatokat, a hibadiagnosztikai naplók pedig lehetővé teszik a folyamatkimaradások kiváltó okainak elemzését anélkül, hogy szerviztechnikusnak kellene fizikailag jelen lennie a gépen.
A digitális felügyelet integrálása a kúpos ikercsavaros hengeres rendszer jól bevált mechanikai megbízhatóságával olyan platformot hoz létre, amely támogatja a Ipar 4.0 gyártási céljai , beleértve a nyomon követhetőséget, a statisztikai folyamatvezérlést és az energiagazdálkodást. A minőségben és hatékonyságban versengő nagy volumenű PVC cső- és profilgyártók számára ezek a képességek jelentős működési előnyt jelentenek a nem műszerezett extruder-konfigurációkkal szemben.
A Zhoushan Microwave Screw Machinery Co., Ltd.-ről
A Zhoushan Microwave Screw Machinery Co., Ltd. egy professzionális kínai csavarhordó-gyártó és csavarextrudergyár. több mint 10 000 négyzetméteres gyártóműhely és több mint 60 alkalmazottal. A cég 1990-es alapítása óta elkötelezett a műanyagipari gépek gyártása és kutatása mellett, miközben külföldi csavargép-technológiát és gyártási technikákat is bevezet. A cég a precíziós csavaros hordókat és a mechanikai megmunkálást integráló, diverzifikált, nagyszabású professzionális gyártóbázisként működik, a high-end piacra fókuszálva.
A Zhoushan Microwave termékeit az Egyesült Államokba, Németországba, Dubaiba, Vietnamba, Thaiföldre és más piacokra exportálják. A vállalat szilárd partneri kapcsolatokat épített ki számos műanyaggyártó és építőipari gépgyártóval, amelyek a csavaros hordók alkatrészeinek fontos szállítójaként szolgálnak Kínában. A termékskála tartalmazza a WB-WE sorozatú bolygócsavarokat, bolygóhengereket és bolygóextrudereket; SJS sorozatú kúpos ikercsavarok, ikerhordók és ikercsavaros műanyag extruderek; és SJ sorozatú egycsavarok, egyhordók és egycsavaros műanyag extruderek. A cég betartja a hitelesség és a szolgáltatás alapelveit, elkötelezett amellett, hogy ügyfelei számára biztosítson kiváló minőségű termékek versenyképes költséghatékonyság mellett .
Gyakran ismételt kérdések a kúpos ikercsavaros extruderekkel kapcsolatban
Q1. Mi a fő előnye a kúpos ikercsavarnak az egyetlen csavarral szemben a PVC-feldolgozáshoz?
A kúpos ikercsavar pozitív továbbító hatást és öntörlő egymásba illeszkedő geometriát biztosít, amelyet egyetlen csavar sem képes megismételni. A merev PVC száraz keverék esetében a nagy átmérőjű adagolózóna hatékonyan szívja be a port, míg az alacsony csavarsebesség és az elosztott nyírás megakadályozza a hődegradációt. Az egycsavarok nagyobb sebességet igényelnek, hogy azonos kimeneti nyomást érjenek el, több hőt termelnek, és jelentősen megnehezítik az egyenletes PVC-feldolgozást.
Q2. Hogyan válasszam ki a megfelelő kúpos ikercsavar méreteket a gyártósoromhoz?
A csavarméret kiválasztása a szükséges kimeneti sebességtől, a feldolgozandó polimertől és a szerszám geometriájától függ. Általános irányelvként elmondható, hogy a 45/90 és 50/105 konfigurációk 250 kg/h alatti teljesítményekhez és keskeny profilú alkalmazásokhoz, míg a 80/158 és 92/188 méretek nagy furatú csövekhez és 500 kg/h feletti nagy térfogatú kimeneti vezetékekhez használhatók. A Zhoushan Microwave mérnökei tanácsot adhatnak a tömörítési arány kiválasztásához az Ön konkrét összetétele és termékspecifikációja alapján.
Q3. Milyen anyagokat lehet feldolgozni egy kúpos ikercsigás extruderen?
A kúpos ikercsavaros rendszer a hőre lágyuló műanyagok széles skáláját kezeli, beleértve a merev PVC-t, rugalmas PVC-t, PP-t, PE-t, ABS-t és a fa-műanyag kompozitokat. Különösen jól alkalmazható hőérzékeny polimerekhez, ahol fontos az alacsony csavarsebesség és a szabályozott nyírás. A hosszú tartózkodási időt és moduláris keverőszakaszokat igénylő, erősen töltött vagy reakcióképes vegyületek esetében a párhuzamos ikercsigás konfiguráció megfelelőbb lehet.
Q4. Általában mennyi ideig tart egy nitridált kúpos ikercsavar?
A szabványos nitridált csavaros kemény PVC-t általában elfogadható repülési tűréseken belül 8000 és 12000 óra között működik. A csiszolóanyagokat, például fa-műanyag kompozitokat vagy kalcium-karbonáttal töltött készítményeket futtató csavarokat 4000-6000 óra elteltével újra kell kondicionálni. A nitridált plusz krómozott vagy kettős ötvözetű kemény felületű specifikáció választása jelentősen meghosszabbítja az élettartamot, különösen a koptató alkalmazásoknál, és csökkenti a tervezett karbantartási leállások gyakoriságát.
Q5. Használhatók a kúpos ikercsavarok együtt forgó konfigurációban?
A kúpos ikercsavarokat leggyakrabban ellentétes forgásmódban konfigurálják, ami optimális PVC csövek, profilok és WPC extrudáláshoz. Az ellentétesen forgó geometria hatékonyan generál nagy nyomónyomást, és erős pozitív továbbítást biztosít az adagolózónából. Egyes speciális kialakítások lehetővé teszik az együtt forgást, de a kúpos ikercsavar domináns kereskedelmi alkalmazása továbbra is az ellentétesen forgó extrudálás, ahol a teljesítménybeli előnyök az alternatív kivitelekkel szemben a legkifejezettebbek.
Q6. Mit jelent a gyakorlatban egy kúpos ikercsavar szorítási aránya?
A tömörítési arány az egységnyi hosszonkénti adagolócsatorna-térfogat és az egységnyi hosszúságra jutó adagolócsatorna-térfogat arányát írja le. A nagyobb kompressziós arány növeli az anyagon végzett nyomómunkát, miközben az az adagolástól a kiürítésig halad, ami előnyös a laza porkeverékek tömörítéséhez, de felesleges hőt termelhet a már sűrű anyagokban. A Zhoushan Microwave testre szabja a tömörítési arányokat az egyes vásárlók speciális összetételének térfogatsűrűségéhez és feldolgozási viselkedéséhez, így biztosítja a hatékony működést szükségtelen hőterhelés nélkül.
Kiválasztott csapágy kijelző










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 